



















14 The Tool Compensation
99
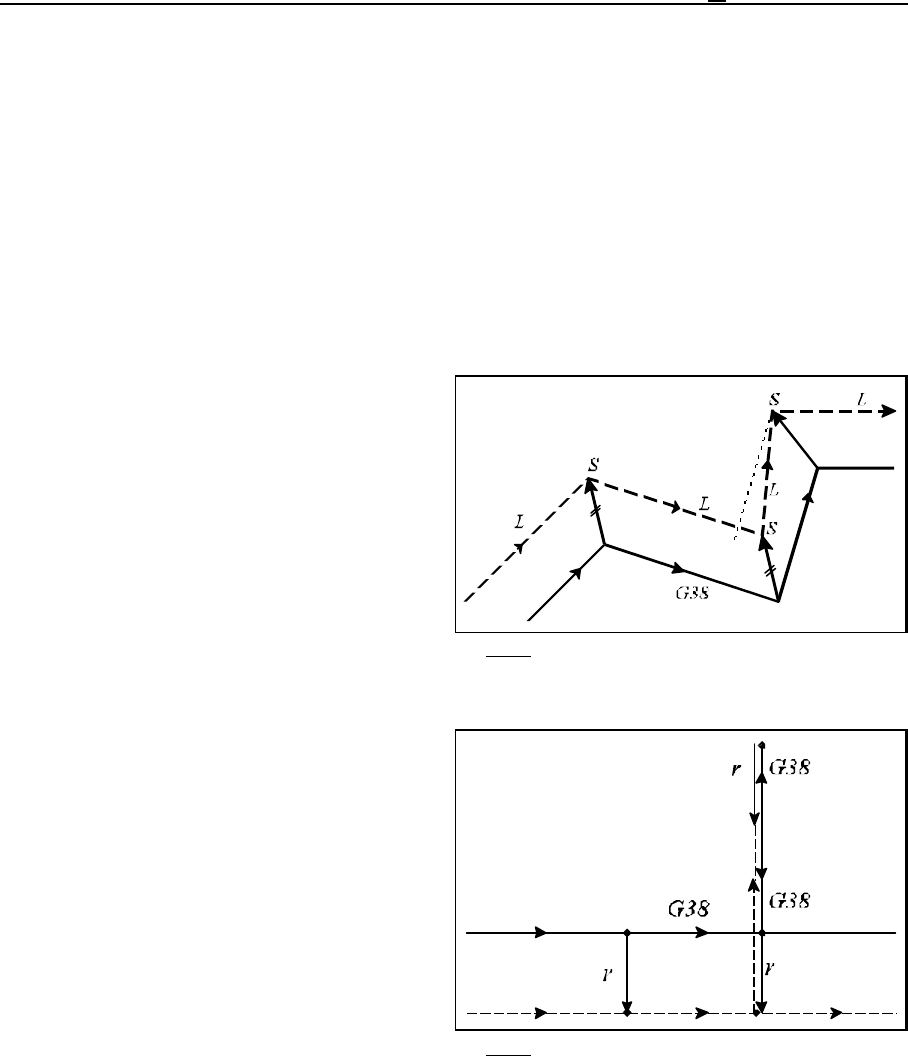
Fig. 14.5.5-1
Fig. 14.5.5-2
14.5.5 Programming Vector Hold (G38)
Under the action of command
G38 v
the control will hold the last compensation vector between the previous interpolation and G38 block
in offset mode, and will implement it at the end of G38 block irrespective of the transition between
the G38 block and the next one. Code G38 is a single-shot one, i.e., it will not be modal.
G38 has to be programmed over again if the vector is to be held in several consecutive blocks.
G38 can be programmed in state G00 or G01 only, i.e., the vector-hold block must be invariably a
linear interpolation, or else the control will return error message 3040 G38 NOT IN G0, G1. Unless
code G38 is used in offset mode (G41, G42), the control will return error message 3039 G38
CODE IN G40.
An example of using G38:
...G17 G41 G91...
N110 G1 X60 Y60
N120 G38 X90 Y-40
N130 X20 Y70
N140 X60
...
To program a recession without canceling the
offset mode:
...G17 G42 G91...
N110 G1 X40
N120 G38 X50
N130 G38 Y70
N140 G38 Y-70
N150 X60
...
14.5.6 Programming Corner Arcs (G39)
By programming
G39 (I J K),
it will be possible - in offset mode - to avoid the automatic intersection-point computation or the
insertion of linear sections when going around outside corners, instead the tool center will travel
along a circular arc equal to the tool radius.
It will insert an arc equal to the tool radius in direction G02 or G03 in state G41 or G42,
respectively.