



















14 The Tool Compensation
105
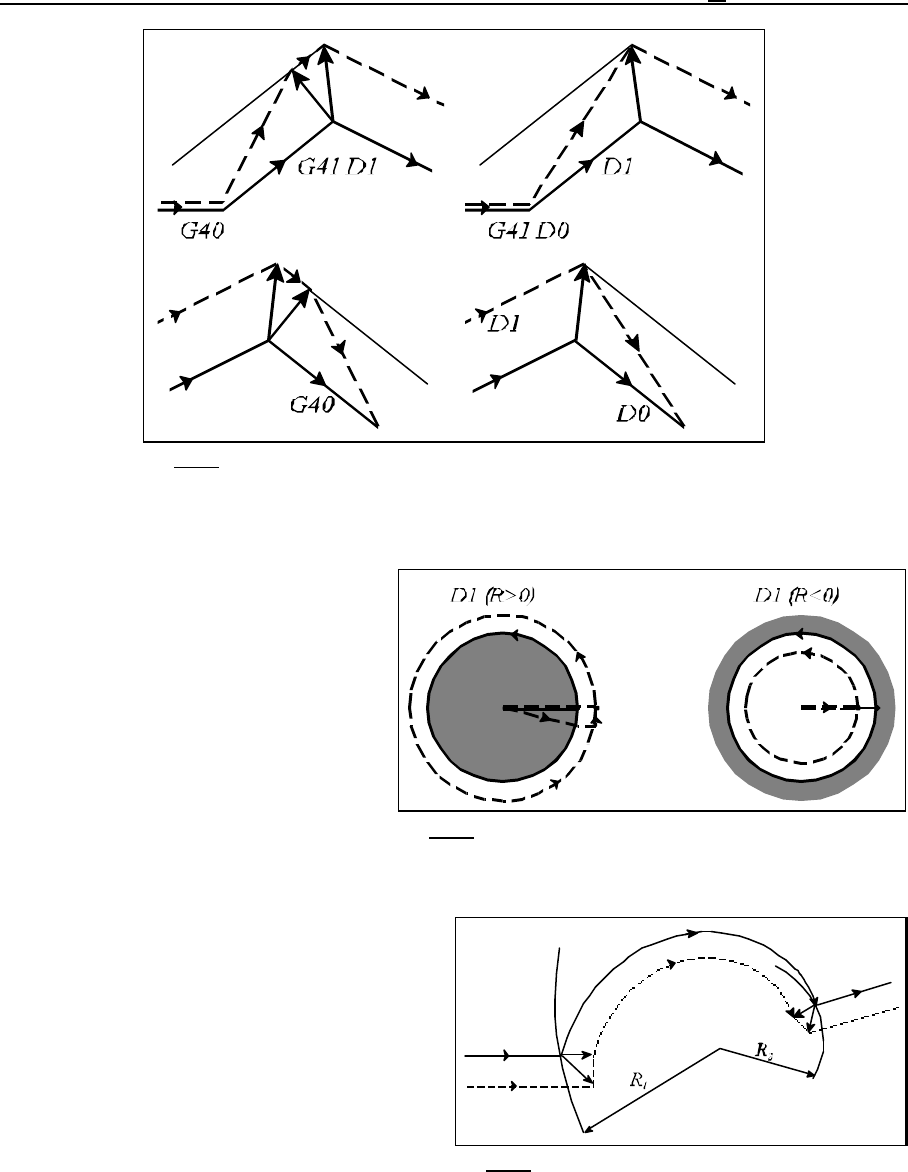
Fig. 14.5.7-10
Fig. 14.5.7-11
Fig. 14.5.7-12
A particular program detail or subprogram may be used also for machining a male or female work-
piece with positive or negative radius compensation, respectively, or vice-versa.
Let us review the following small program
detail:
...
N020 G42 G1 X80 D1
N030 G1 Z-5
N040 G3 I-80
N050 G1 Z2
N060 G40 G0 X0
...
When the radius compensation is applied to a
circle of a variable radius, the control will
calculate the compensation vector(s) to an
imaginary circle at the start point thereof, the
radius of which is equal to the start-point radius
of the programmed circle, the center point
coinciding with the programmed one. The
compensation vector(s) will be computed to an
imaginary circle at the end point of it, the radius
of which is equal to the end-point radius of the programmed circle, the center point coinciding with
that of the programmed circle.