



















20 Custom Macro
198
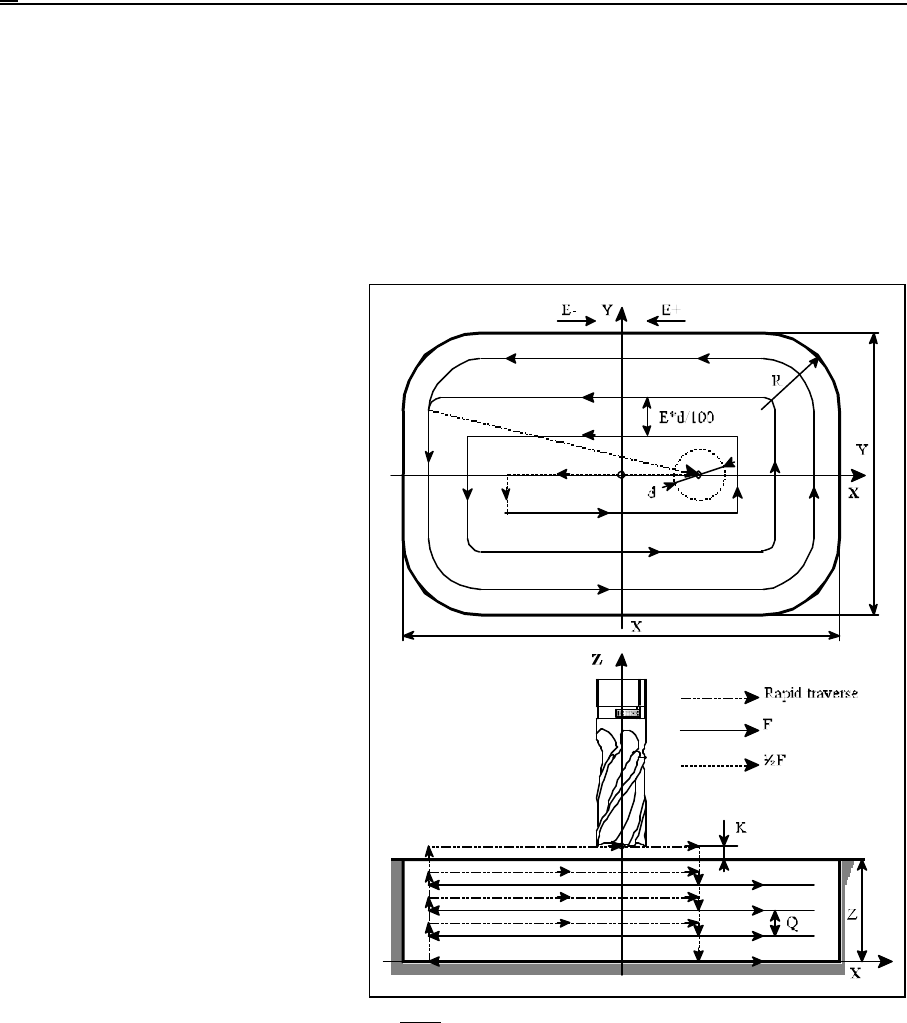
Fig. 20.18-1
20.18 Pocket-milling Macro Cycle
Instruction
G65 P9999 X Y Z I J K R F D E Q M S T
will start a pocket-milling cycle. For the execution of the cycle, macro of program number O9999 has
to be filled in the memory, from the PROM memory of the control.
Prior to calling the cycle, the tool must be brought over the geometric center of the pocket in the
selected plane, at a safety distance over the workpiece. At the end of the cycle the tool will be retracted
to the same point.
The addresses in the block have the
following meaning:
X = size of pocket in direction X
Y = size of pocket in direction Y
Z = size of pocket in direction Z
Instructions G17, G18, G19 will define
the length, width and depth of the
pocket for the three coordinates. For
example, in case of G17 Z will be the
depth of the pocket, the longer one of
X and Y will be the length of pocket
(the shorter one will be the width
thereof). Those values have to be
entered in absolute values as positive
numbers.
R = the radius of the corners of the
pocket.
Rounding (if any) of the corners of the
pocket should be specified at address
R. Unless address R is filled, the
rounding of the pocket's corners will be
rounded with the tool radius.
I = safety distance toward the depth
of pocket in the case of G19
J = safety distance toward the depth
of pocket in the case of G18
K = safety distance toward the depth of pocket in the case of G17
Depending on the plane selected, the safety allowance in the direction of the tool has to be specified at
the addresses I(G19), J(G18) or K(G17) in the block. When the cycle is started, the control assumes
that the tip of the tool is located at that distance from the surface of the workpiece. While the pocket
is being milled, as soon as the material of a level is removed, the tool will be lifted to that distance so that
it can be brought to the start point for milling the next level.
D = address of register containing the radius compensation of the tool
The radius-compensation number of the tool, used in the program is to be specified mandatorily at
address D. Besides, the milling of a pocket has to be carried out in state G40.