



















14 The Tool Compensation
100
Fig. 14.5.6-1
Fig. 14.5.6-2
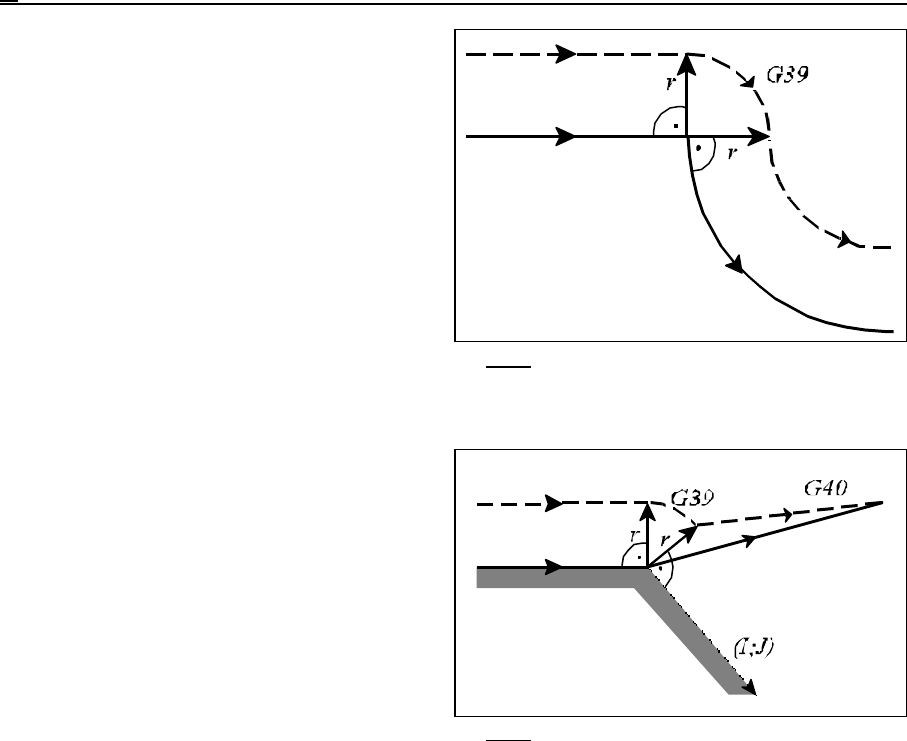
The start and end points of the arc will be given
by a tool-radius long vector perpendicular to the
end point of the path of previous interpolation
and by a tool-radius vector perpendicular to the
start point of the next one, respectively. G39
has to be programmed in a separate block:
...G17 G91 G41...
N110 G1 X100
N120 G39
N130 G3 X80 Y-80 I80
...
When I, J or K is programmed in block G39,
the end point of the circular arc will be given by
a tool-radius long vector perpendicular to the
vector defined by I, J or K from the end point
of the previous interpolation, in accordance with
the selected plane.
...G17 G91 G41...
N110 G1 X100
N120 G39 I50 J-60
N130 G40 X110 Y30
...
The previously selected mirroring or rotating commands are effectual the vector defined by I, J or K.
As a matter of fact, the scaling command will not affect the direction. No movement command can
be programmed in a block of G39 type. The control will return error message 3036 G39 CODE IN
G40 if command G39 is issued in state G40 or 3D compensation mode.