



















14 The Tool Compensation
80
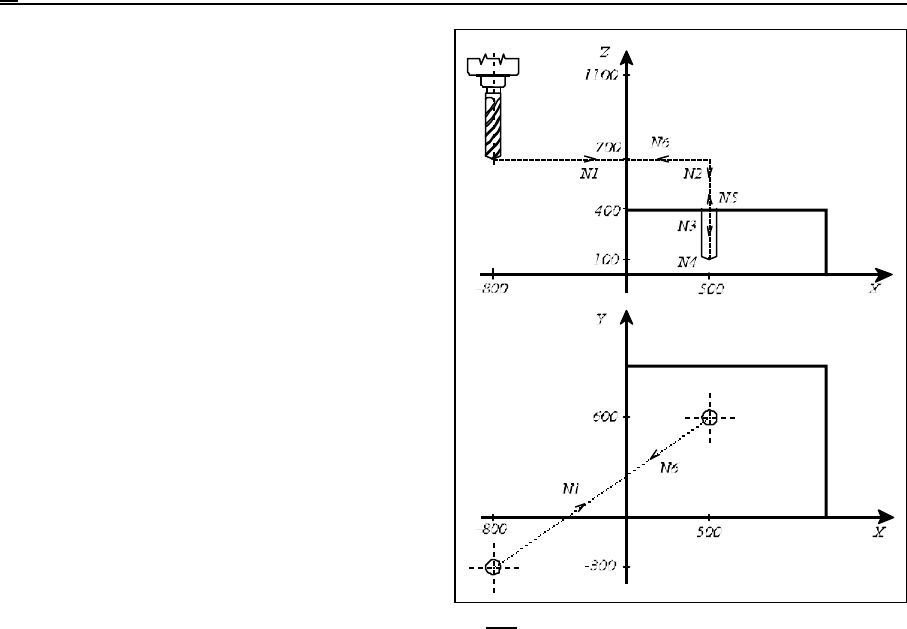
Fig. 14.3-1
If, however, instruction G49 is used, any
reference to address H will be ineffective until
G43 or G44 is programmed.
At power-on, the value defined in parameter
group CODES decides which code is effective
(G43, G44, G49).
The example below presents a simple drilling
operation with tool length compensation taken
into account:
length of drilling tool, H1=400
N1 G90 G0 X500 Y600 (positioning in plane X, Y)
N2 G43 Z410 H1 (moving to Z410 with H1 length compensation)
N3 G1 Z100 F180 (drilling as far as Z100 with F180 feed)
N4 G4 P2 (dwell for 2 seconds)
N5 G0 Z1100 H0 (removing the tool and canceling the length
compensation; the tool's tip is in the X700 point)
N6 X-800 Y-300 (returning with rapid traverse in plane X, Y)
14.4 Tool Offset (G45...G48)
G45 increases the movement amount with the offset value
G46 decreases the movement amount with the offset value
G47 increases the movement amount by twice with the offset value
G48 decreases the movement amount by twice with the offset value
Any one of commands G45...G48 will be effective with the compensation selected with the D code
until another value is called in conjunction with a command G45...G48.
Being non-modal codes, they are effective only in the block in which they have been specified.
In the case of an absolute data specification, the amount of movement will be the difference between
the end point defined in the current block and the end point of the previous block. Any increase or
decrease refers to the direction of motion produced in this way.