



















6 The Feed
47
Fig. 6.3-1
Fig. 6.3-2
Fig. 6.3-3
automatically in the course of program execution.
The maximum jog feed can also be clamped separately by parameters for human response times.
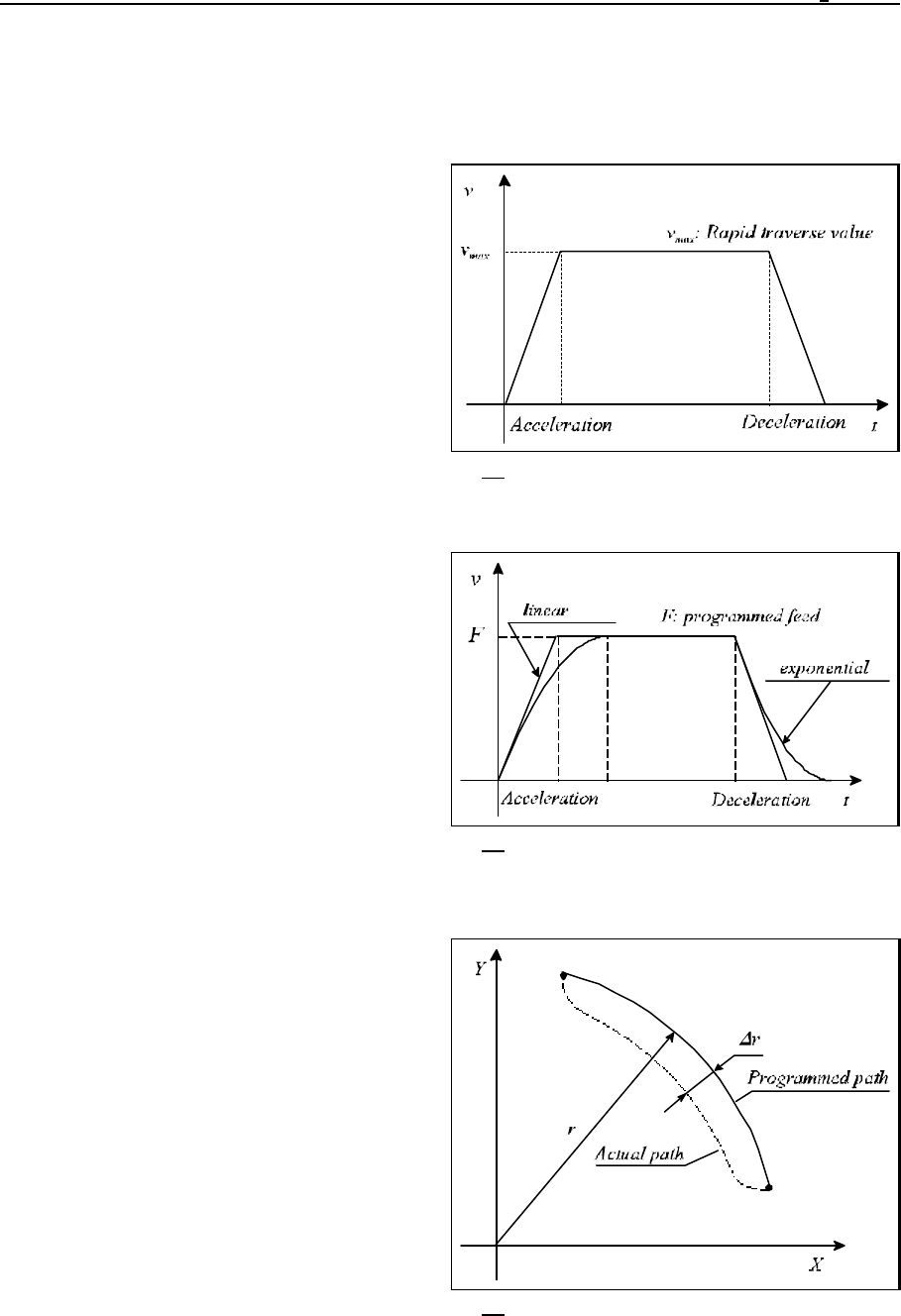
6.3 Automatic Acceleration/Deceleration
In rapid traverse, the control will automatically
perform a linear acceleration and linear
deceleration when starting and ending a
movement. The extent of acceleration is defined
by the machine tool builder, in parameter
ACCn, depending on the dynamics of the
machine.
In feed motions the tangential (programmed)
feed value will be assumed by the control in
linear acceleration, inversely, its value will be
decreased by linear deceleration. This
technique offers the advantage over traditional
(exponential) accelerations that the machine will
sooner attain the desired speed (assuming a
given time constant adopted in both cases).
Thus the times of acceleration and deceleration
(i.e., the times of actual slide movements) will be
reduced.
Another advantage of linear acceleration over
the exponential one is the lower profile
distortion (i.e., radius error), compared with
exponential acceleration, in a high-speed
machining of a circle.