



















14 The Tool Compensation
89
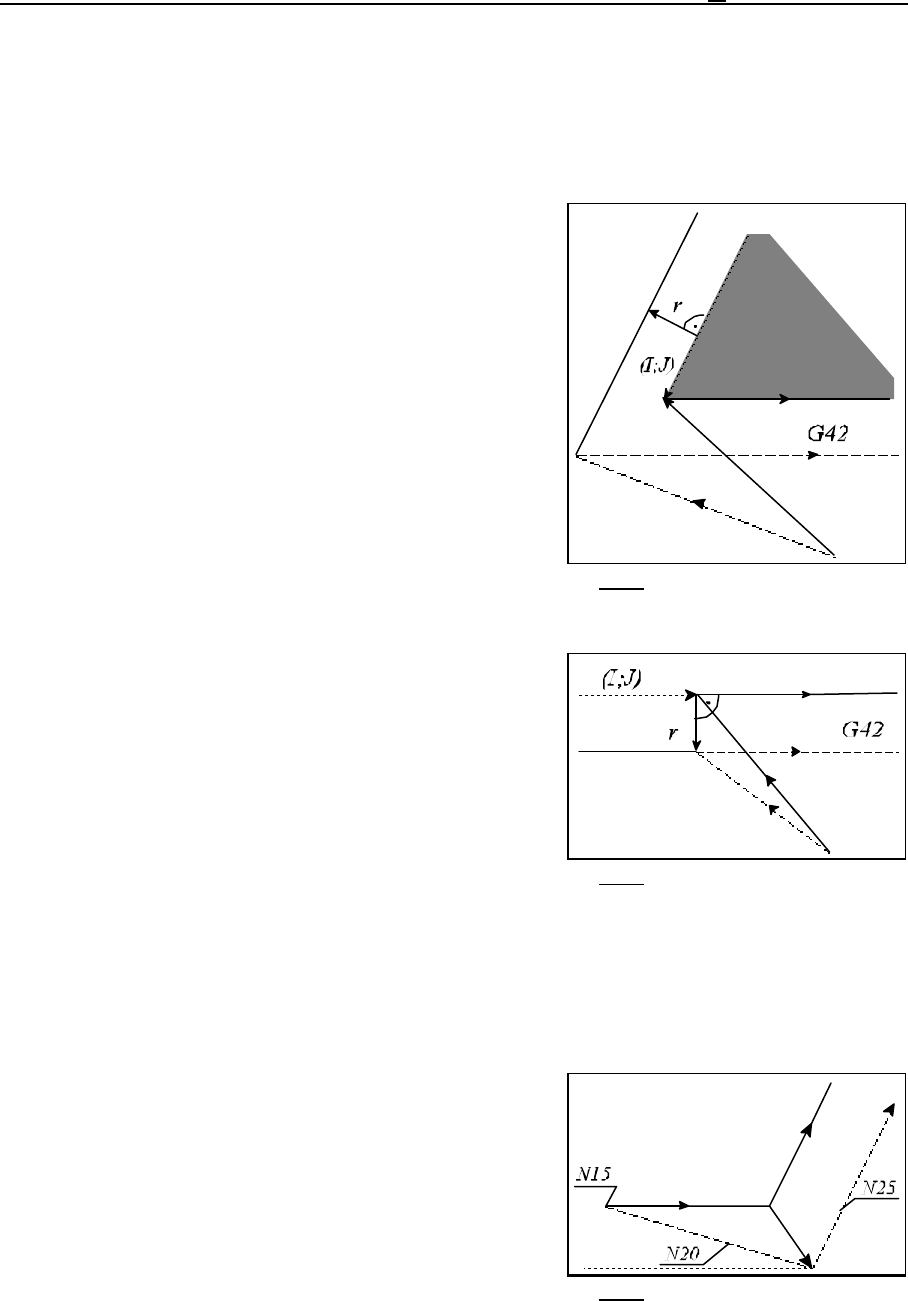
Fig. 14.5.1-5
Fig. 14.5.1-6
Fig. 14.5.1-7
...
G91 G17 G40
...
N110 G42 G1 X-80 Y60 I50 J70 D1
N120 X100
...
In this case the control will always compute a point of
intersection regardless of whether an inside or an outside
corner is to be machined.
Unless a point of intersection is found, the control will move,
at right angles, to the start point of the next interpolation.
When the compensation is set up by a special block in which no movement is programmed in the
selected plane, the compensation will be set up without any movement, the calculated compensation
vector’s length is 0. The compensation vector is computed at the end of the next motion block
according to the strategy corresponding to compensation computation in offset mode (see the next
chapter).
...
N10 G40 G17 G0 X0 Y0
N15 G42 D1
N20 G1 X80
N25 X110 Y60
...