



















4 The Interpolation
23
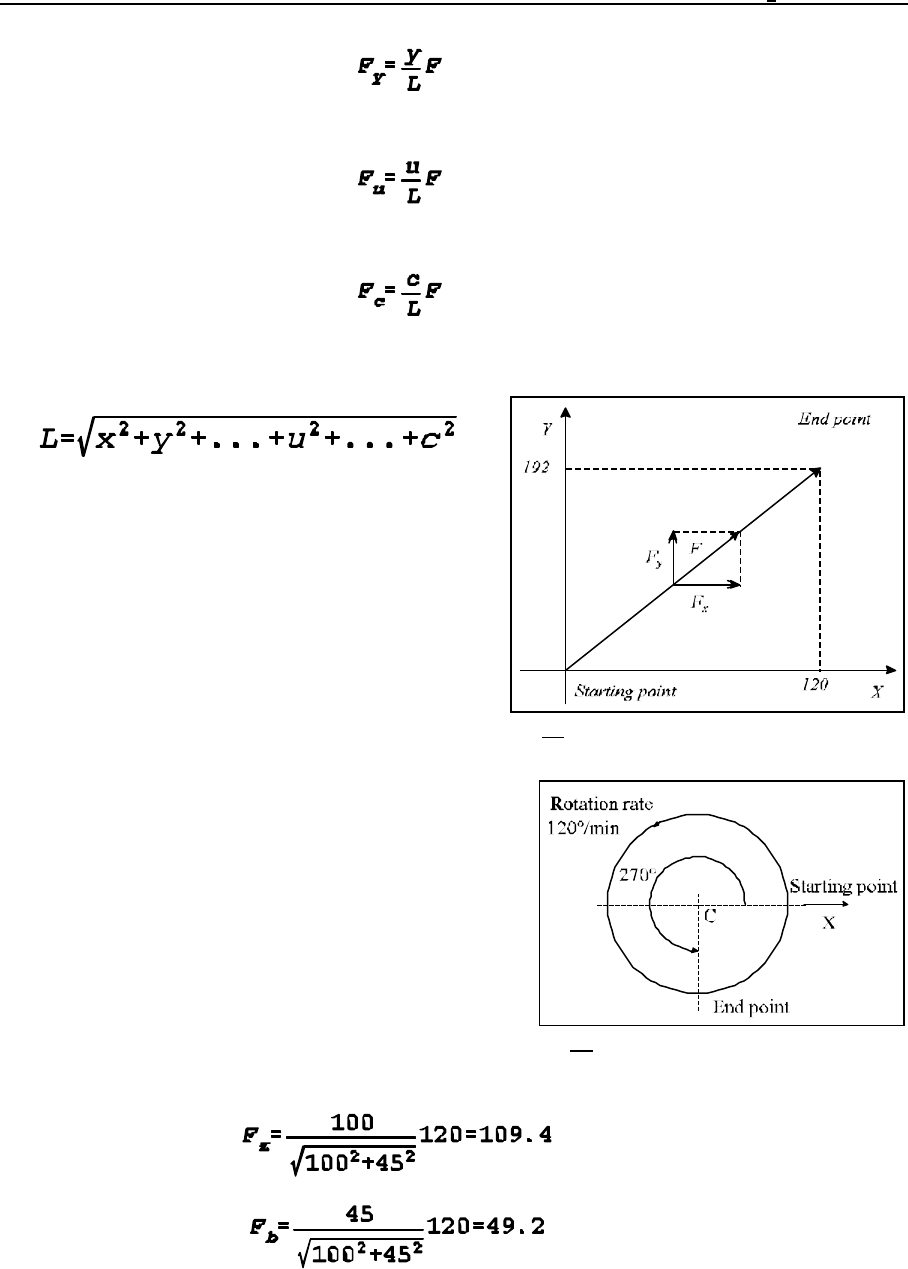
Fig. 4.2-1
Fig. 4.2-2
Feed along the axis Y is
.............................
Feed along the axis U is
.............................
Feed along the axis C is
where x, y, u, c are the displacements programmed along the respective axes, L is the vectorial
length of programmed displacement:
G01 X100 Y80 F150
The feed along a rotational axis is interpreted in units of
degrees per minute (°/min):
G01 B270 F120
In the above block, F120 means 120deg/minute.
If the motion of a linear and a rotary axis is combined
through linear interpolation, the feed components will be
distributed according to the above formula. E.g. in block
G91 G01 Z100 B45 F120
feed components in Z and B directions are:
feed along axis Z: mm/min
feed along axis B:
°/min
Being a modal code, G01 is effective until rewritten by another interpolation command. After
power-on, G00 or G01 is effective, depending on the parameter value set in group CODES of the
parameter field.