



















14 The Tool Compensation
106
Fig. 14.5.7-13
Fig. 14.5.7-14
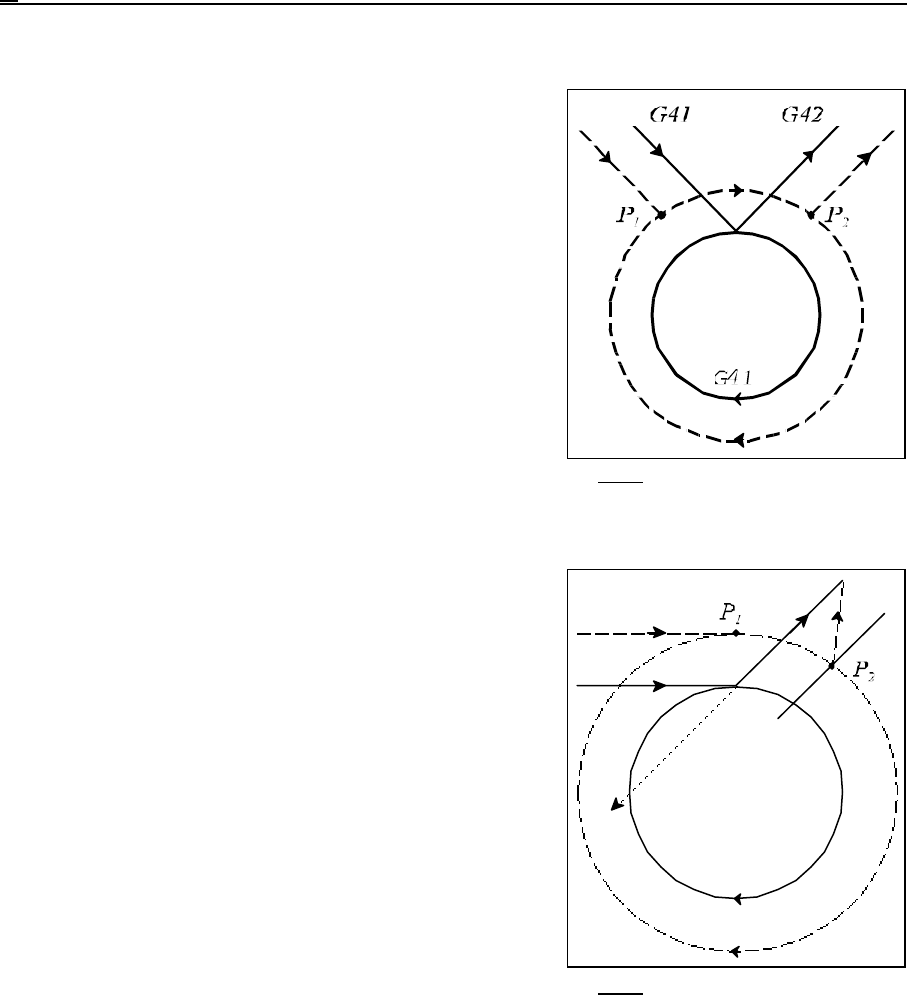
When a full circle is being programmed, it may often occur that the path of tool covers more than a
complete revolution round the circle in offset mode.
For example, this may occur in programming a direction
reversal along the contours:
...G17 G42 G91...
N110 G1 X30 Y-40
N120 G41 G2 J-40
N130 G42 G1 X30 Y40
...
The tool center covers a full arc of a circle from point P
1
to
point P
1
and another one from point P
1
to point P
2
.
When offset mode is canceled by programming I, J, K, a
similar condition will emerge:
...G17 G90 G41...
N090 G1 X30
N100 G2 J-60
N110 G40 G1 X120 Y180 I-60 J-60
...
The tool center covers a full arc of a circle from point P
1
to
point P
1
and another one from point P
1
to point P
2
.