



















14 The Tool Compensation
103
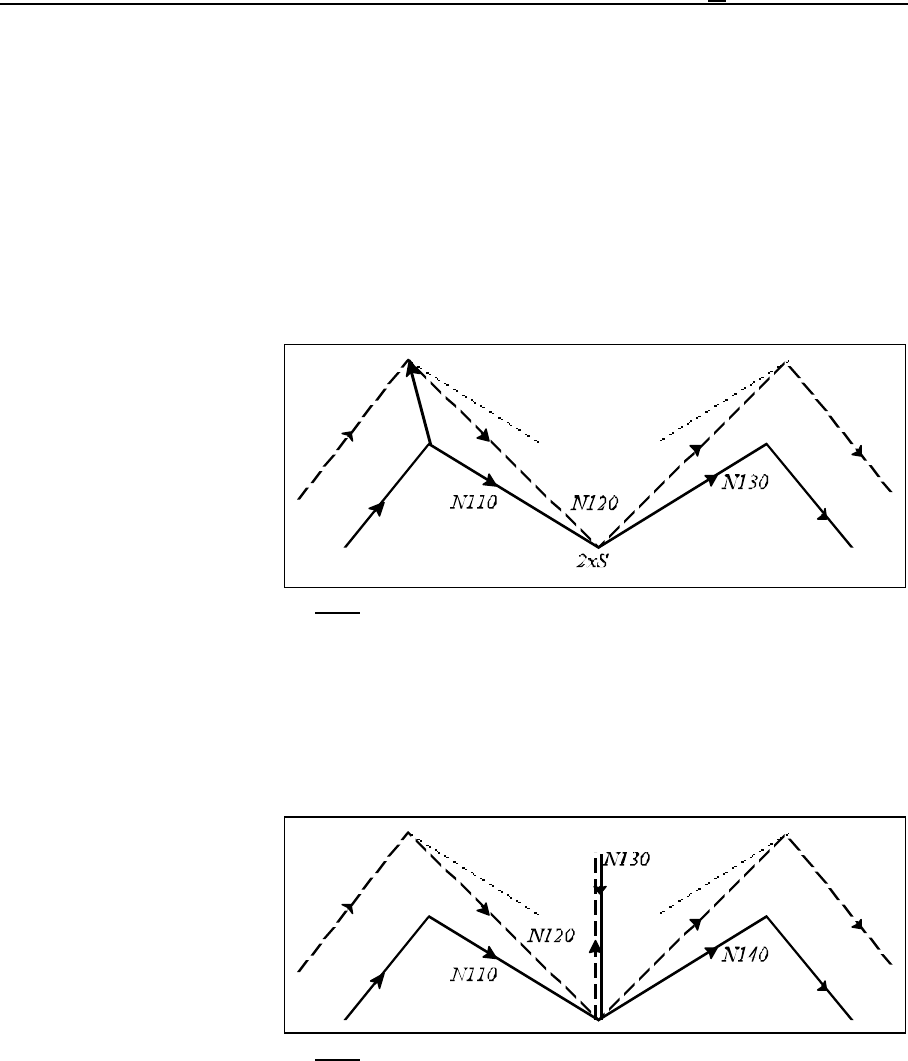
Fig. 14.5.7-6
Fig. 14.5.7-7
The path of tool will be as follows when instructions
G22, G23, G52, G54-G59, G92
G53
G28, G29, G30
are inserted between two interpolations.
When command G22, G23, G52, G54-G59 or G92 is programmed in offset mode between two
interpolation blocks, the compensation vector will be deleted at the end point of the previous
interpolation, the command will be executed and the vector will be restored at the end point of the
next interpolation. If the previous or next interpolation is a circular one, the control will return error
message 3041 AFTER G2, G3 ILLEG. BLOCK.
For example:
...G91 G17
G41...
N110 G1 X80 Y–50
N120 G92 X0 Y0
N130 X80 Y50
...
If command G53 is programmed in offset mode between two interpolations, the compensation
vector will be deleted at the end point of the previous block, the positioning will be executed in G53,
and the vector will be restored at the end point of the next interpolation (other than G53). If the
previous or next interpolation is a circular one, the control will return error message 3041 AFTER
G2, G3 ILLEG. BLOCK.
For example:
...G91 G17
G41...
N110 G1 X80 Y–50
N120 G53 Y80
N130 G53 Y0
N140 X80 Y50
...